 您好, 歡迎來到食品機械設備網
您好, 歡迎來到食品機械設備網








產品簡介
詳細介紹

梨汁生產線梨汁生產設備梨汁灌裝設備冰糖雪梨
梨汁生產線梨汁生產設備梨汁灌裝設備冰糖雪梨
果汁飲料熱灌裝三合一機組
本機將沖洗、灌裝、封蓋三功能組合在一個機體上,全過程實現自動化,適用于耐高溫聚脂瓶灌裝果汁飲料、果茶飲料,也適用于礦泉水、純凈水等不含氣飲料,本機選用優質的SUS304材料制作,主關件部件采用數控機床精密加工, 整機采用*光電檢測各部件的運行狀況,具有無瓶不灌裝,無瓶不送蓋,自動化程度高,簡易的人機界面的操作顯示屏.
設備主要性能:
1)進瓶采用風送裝置,采用懸掛卡瓶頸方式,上瓶速度快且不會使瓶子變形。
2)沖洗瓶口采用*的卡瓶頸技術,避免與螺紋口的接觸,更衛生,瓶子的輸送全部采用卡瓶頸技術,變換瓶形無需調整高度,只需變換瓶身直徑相關的護板。
3)灌裝采用閥升降技術,灌裝閥采用新型的微壓灌裝原理,定量準確。
4)旋蓋采用法國引進的即捉即旋的擰蓋技術,理蓋器選擇低位安裝,水平送蓋。
5)主機PLC和變頻器均采用,如日本三菱,歐姆龍等。
PET瓶三合一機集沖洗、灌裝、封蓋于一體,是以*技術為基礎,根據茶、果汁、等飲品的灌裝工藝要求研制而成的。灌裝溫度一般在82-85度左右的液體。
主要特點:
(1)、本機結構緊湊,控制系統完善,操作方便,自動化程度高;
(2)、變換瓶形只需更換旋蓋部分星輪,弧形導板即可實現;
(3)、與物料接觸之零件均采用優質不銹鋼制造,無工藝死角,易清洗;
(4)、采用高速灌裝閥,液位準確無液損,確保灌裝工藝要求;
(5)、封蓋頭采用磁力恒扭矩裝置,確保封蓋質量,并且不會損壞瓶蓋;
(6)、采用高效的理蓋系統,具有完善的自控與保護裝置;
(7)、設有完善的過載保護裝置,能有效的保護設備及操作者的安全;
(8)、控制系統具有生產速度控制、缺蓋檢測、卡瓶自停及產量計數等功能;
(9)、主要電器元件采用日本三菱MITSUBISHI、SCHNEIDER等產品,氣動元件采用中國臺灣亞德克AIRTAC產品;
(10)、整機操作采用*的觸摸屏控制,可實現人機對話操作。
技術結構特點
a.沖瓶部分:
本機為回轉式沖瓶機,主要用于飲料、水等產品的新瓶沖洗之用。然后將瓶子送至灌裝機進行產品的灌裝。
PET瓶由分瓶星輪進入設備由夾鉗和翻轉機構夾住瓶口轉至瓶口朝下,無菌水沖洗后瀝干,自動翻轉至瓶口朝上,經出瓶星輪輸送至灌裝機。設備主要結構與沖洗介質接觸部分和外部防護罩均為優質不銹鋼材料;開放式齒輪傳動。
全新的不銹鋼夾鉗,結構簡單,調整方便;與瓶口接觸面積少,有效避免對瓶口的二次污染
沖瓶機裝有接水盤以回收沖瓶水
沖瓶時,每瓶沖水量為:105ml/s(0.25MPa時)
b.灌裝部分:
灌裝部分實現將物料灌裝到由沖瓶機送過來的洗好的瓶子中。
灌裝機是我公司自行設計,灌裝閥擁有自主知識產權,運用壓力灌裝負壓式回流的原理。
灌裝閥采用壓力灌裝負壓式回流的方式,灌裝快捷靈敏,灌裝液面精度高。閥內無彈簧,物料不與彈簧接觸,利于閥內部的清洗。為保證灌裝工藝,確保灌裝溫度,灌裝閥在無瓶或停機時閥內物料處于微回流狀態。
灌裝缸采用滿缸方式,以保證缸內的壓力穩定。
全機具有完善的CIP清洗接口。
采用雙導桿瓶提升結構,使瓶提升和對中穩定。
主傳動采用齒輪傳動即開式組合傳動,其效率高,噪聲小,壽命長,維修方便,潤滑充分,采用變頻器對機器的主電機轉速進行控制,本機采用無級變頻調速。
導瓶系統,結構簡單,可根據瓶型進行快速方便變更,整機采用卡瓶頸結構輸送。
整機PLC自動控制,故障在線顯示,如堵瓶、缺蓋等。
本機的關鍵零部件及電器元件采用進口產品。
c.擰蓋部分:
擰蓋部分將由理蓋器整理好的蓋子擰到已灌裝好產品的瓶子上,并由輸送鏈送至后道工序。
擰蓋機通過減速機帶動回轉盤轉動。使蓋在離心力的作用下從出蓋口離開料斗。在出口處有正反蓋分離裝置,當反蓋經過時,蓋自動落入返回管道中,通過風力自動把反蓋吹入料斗。只有正蓋才能順利進滑道內,料斗內的蓋量通過光電開關自動檢測來控制輸蓋機,以保證下蓋達到*效果。當正蓋進入滑道后即可順利進入喂蓋盤,為防止意外,在滑道上同時配置了一個防反蓋的撥盤,確保進入喂蓋盤的蓋正確,在滑道上還配置了一對光電開關,當檢測到無蓋時,就立即停止主機。為了有效剔除無防盜圈的壞蓋及清理料斗時的余蓋,在料斗出口正對面有一活動出口可滿足此功能。
擰蓋為磁力擰蓋,具有過載保護功能,且擰蓋力矩穩定可靠。封蓋無啃蓋、高蓋、歪蓋、卷邊現象。
果汁生產流程
一、原料選擇
選用*成熟、新鮮、風味好、汁液豐富、無病蟲害的鮮果,成熟度不夠的要經過后熟。
二、原料預處理
1、清洗。原料選好后用清水洗刷去毛清洗凈后再放在1%鹽酸溶液或洗滌劑溶液中漂洗,除去殘留農藥,再放在清水中漂洗,瀝干。
2、切半去核。用切半挖核機進行。3、浸泡護色。切半挖核后的原料放入0.1%。抗壞血酸和檸檬酸的混合溶液中浸泡護色。
三、加熱打漿
果塊在90℃-95℃下,加熱3-5分鐘,促使軟化,通過孔徑0.5毫米的打漿機打漿,除去果皮。
四、風味調整
經過上步處理后的果漿為了增加風味需進行調整。調整時加入砂糖、檸檬酸和L-抗壞血酸等配料。其比例為桃肉漿100公斤,27%糖液80公斤、檸檬酸0.45
公斤、L-抗壞血酸0.07-0.2公斤。
五、均質脫氣
均質是為了使果汁懸浮的果肉顆粒分裂成更小的微粒而均勻地分散于果汁中,增加果汁的穩定性,防止分層。均質的方法是將粗濾的果汁通過高壓均質機,使果汁中的果肉顆粒和膠體物質在高壓下通過直徑為0.002-0.003毫米的小孔而成為更細小的微粒。生產上
一般采用130-160公斤/平方厘米的均質機。
另外還可采用膠體磨進行均質。當果汁流經膠體磨間隙為0.05-0.075毫米的狹縫時,果汁中的果肉顆粒因受到強大的離心力作用而相互沖擊摩擦,從而達到均質的目的。
果實在榨汁時進入氧、氮和二氧化碳等氣體,其中,氮能引起維生素C和色素
等物質氧化,因此,必須進行脫氣。
六、殺菌裝罐
果汁加熱至95℃,維持1分鐘,立即趁熱裝罐。
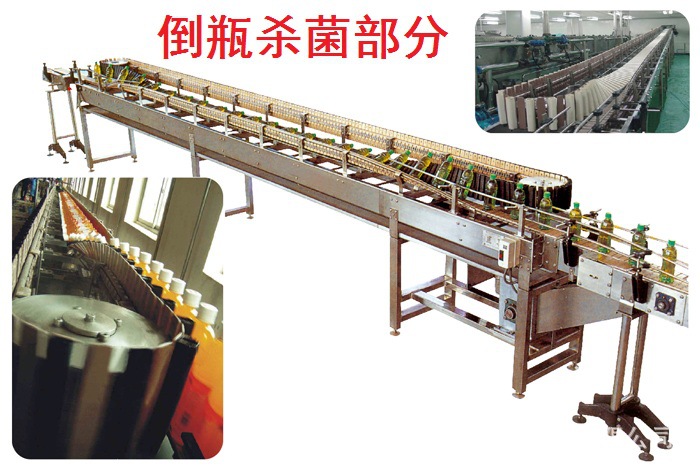
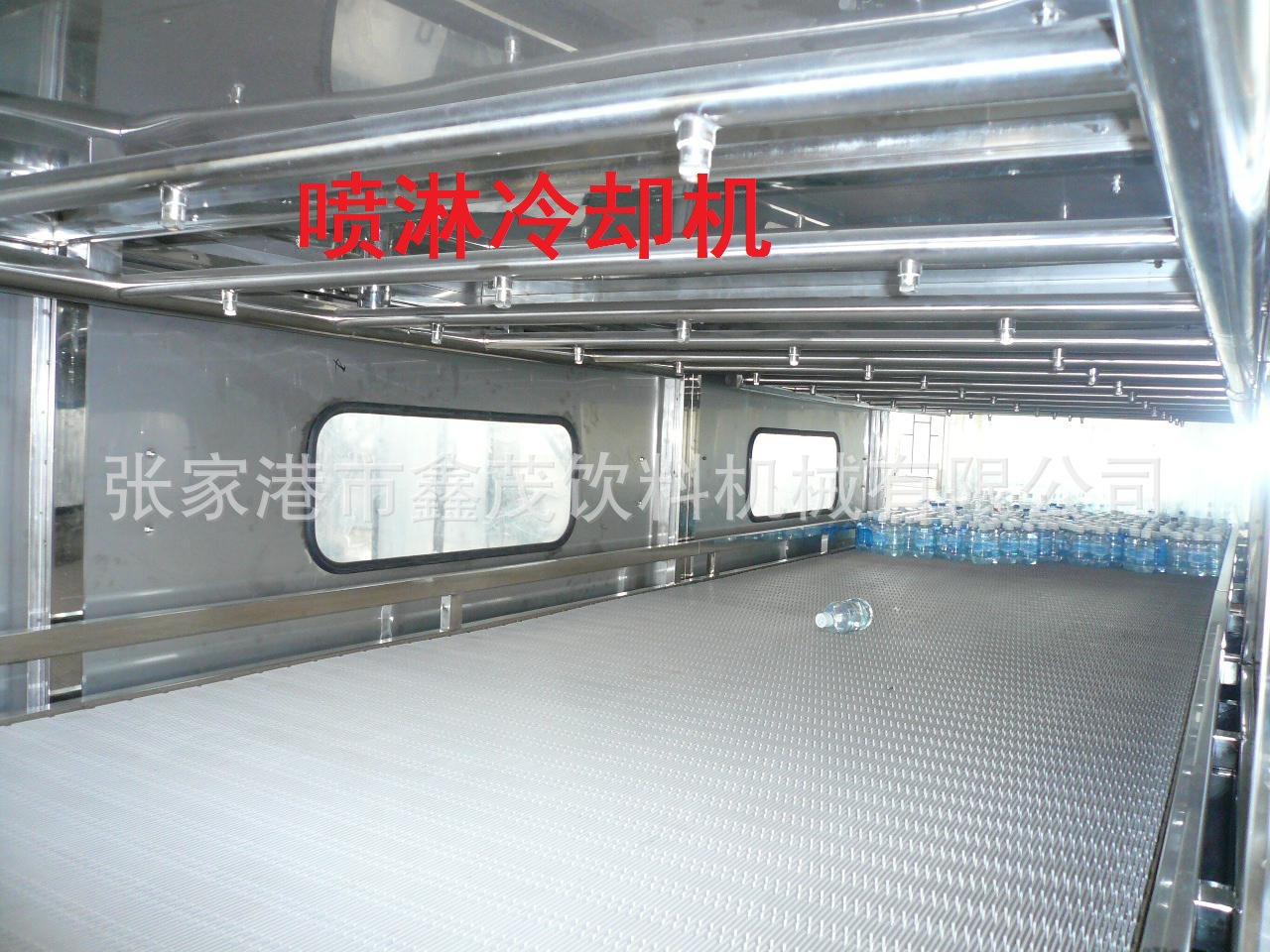
七、密封冷卻
旋緊瓶蓋,將罐倒置一分鐘。密封后迅速分段冷卻至38℃左右,然后入庫貯存。質量合格的果茶成品呈粉紅色或黃褐色,允許帶暗紅色,液汁均勻混濁,長期靜置后有微粒沉淀,具有桃汁風味,無異味,可溶性固形物達10%-14%。

































果汁飲料熱灌裝三合一機組
本機將沖洗、灌裝、封蓋三功能組合在一個機體上,全過程實現自動化,適用于耐高溫聚脂瓶灌裝果汁飲料、果茶飲料,也適用于礦泉水、純凈水等不含氣飲料,本機選用優質的SUS304材料制作,主關件部件采用數控機床精密加工, 整機采用*光電檢測各部件的運行狀況,具有無瓶不灌裝,無瓶不送蓋,自動化程度高,簡易的人機界面的操作顯示屏.
設備主要性能:
1)進瓶采用風送裝置,采用懸掛卡瓶頸方式,上瓶速度快且不會使瓶子變形。
2)沖洗瓶口采用*的卡瓶頸技術,避免與螺紋口的接觸,更衛生,瓶子的輸送全部采用卡瓶頸技術,變換瓶形無需調整高度,只需變換瓶身直徑相關的護板。
3)灌裝采用閥升降技術,灌裝閥采用新型的微壓灌裝原理,定量準確。
4)旋蓋采用法國引進的即捉即旋的擰蓋技術,理蓋器選擇低位安裝,水平送蓋。
5)主機PLC和變頻器均采用,如日本三菱,歐姆龍等。
PET瓶三合一機集沖洗、灌裝、封蓋于一體,是以*技術為基礎,根據茶、果汁、等飲品的灌裝工藝要求研制而成的。灌裝溫度一般在82-85度左右的液體。
主要特點:
(1)、本機結構緊湊,控制系統完善,操作方便,自動化程度高;
(2)、變換瓶形只需更換旋蓋部分星輪,弧形導板即可實現;
(3)、與物料接觸之零件均采用優質不銹鋼制造,無工藝死角,易清洗;
(4)、采用高速灌裝閥,液位準確無液損,確保灌裝工藝要求;
(5)、封蓋頭采用磁力恒扭矩裝置,確保封蓋質量,并且不會損壞瓶蓋;
(6)、采用高效的理蓋系統,具有完善的自控與保護裝置;
(7)、設有完善的過載保護裝置,能有效的保護設備及操作者的安全;
(8)、控制系統具有生產速度控制、缺蓋檢測、卡瓶自停及產量計數等功能;
(9)、主要電器元件采用日本三菱MITSUBISHI、SCHNEIDER等產品,氣動元件采用中國臺灣亞德克AIRTAC產品;
(10)、整機操作采用*的觸摸屏控制,可實現人機對話操作。
技術結構特點
a.沖瓶部分:
本機為回轉式沖瓶機,主要用于飲料、水等產品的新瓶沖洗之用。然后將瓶子送至灌裝機進行產品的灌裝。
PET瓶由分瓶星輪進入設備由夾鉗和翻轉機構夾住瓶口轉至瓶口朝下,無菌水沖洗后瀝干,自動翻轉至瓶口朝上,經出瓶星輪輸送至灌裝機。設備主要結構與沖洗介質接觸部分和外部防護罩均為優質不銹鋼材料;開放式齒輪傳動。
全新的不銹鋼夾鉗,結構簡單,調整方便;與瓶口接觸面積少,有效避免對瓶口的二次污染
沖瓶機裝有接水盤以回收沖瓶水
沖瓶時,每瓶沖水量為:105ml/s(0.25MPa時)
b.灌裝部分:
灌裝部分實現將物料灌裝到由沖瓶機送過來的洗好的瓶子中。
灌裝機是我公司自行設計,灌裝閥擁有自主知識產權,運用壓力灌裝負壓式回流的原理。
灌裝閥采用壓力灌裝負壓式回流的方式,灌裝快捷靈敏,灌裝液面精度高。閥內無彈簧,物料不與彈簧接觸,利于閥內部的清洗。為保證灌裝工藝,確保灌裝溫度,灌裝閥在無瓶或停機時閥內物料處于微回流狀態。
灌裝缸采用滿缸方式,以保證缸內的壓力穩定。
全機具有完善的CIP清洗接口。
采用雙導桿瓶提升結構,使瓶提升和對中穩定。
主傳動采用齒輪傳動即開式組合傳動,其效率高,噪聲小,壽命長,維修方便,潤滑充分,采用變頻器對機器的主電機轉速進行控制,本機采用無級變頻調速。
導瓶系統,結構簡單,可根據瓶型進行快速方便變更,整機采用卡瓶頸結構輸送。
整機PLC自動控制,故障在線顯示,如堵瓶、缺蓋等。
本機的關鍵零部件及電器元件采用進口產品。
c.擰蓋部分:
擰蓋部分將由理蓋器整理好的蓋子擰到已灌裝好產品的瓶子上,并由輸送鏈送至后道工序。
擰蓋機通過減速機帶動回轉盤轉動。使蓋在離心力的作用下從出蓋口離開料斗。在出口處有正反蓋分離裝置,當反蓋經過時,蓋自動落入返回管道中,通過風力自動把反蓋吹入料斗。只有正蓋才能順利進滑道內,料斗內的蓋量通過光電開關自動檢測來控制輸蓋機,以保證下蓋達到*效果。當正蓋進入滑道后即可順利進入喂蓋盤,為防止意外,在滑道上同時配置了一個防反蓋的撥盤,確保進入喂蓋盤的蓋正確,在滑道上還配置了一對光電開關,當檢測到無蓋時,就立即停止主機。為了有效剔除無防盜圈的壞蓋及清理料斗時的余蓋,在料斗出口正對面有一活動出口可滿足此功能。
擰蓋為磁力擰蓋,具有過載保護功能,且擰蓋力矩穩定可靠。封蓋無啃蓋、高蓋、歪蓋、卷邊現象。
果汁生產流程
一、原料選擇
選用*成熟、新鮮、風味好、汁液豐富、無病蟲害的鮮果,成熟度不夠的要經過后熟。
二、原料預處理
1、清洗。原料選好后用清水洗刷去毛清洗凈后再放在1%鹽酸溶液或洗滌劑溶液中漂洗,除去殘留農藥,再放在清水中漂洗,瀝干。
2、切半去核。用切半挖核機進行。3、浸泡護色。切半挖核后的原料放入0.1%。抗壞血酸和檸檬酸的混合溶液中浸泡護色。
三、加熱打漿
果塊在90℃-95℃下,加熱3-5分鐘,促使軟化,通過孔徑0.5毫米的打漿機打漿,除去果皮。
四、風味調整
經過上步處理后的果漿為了增加風味需進行調整。調整時加入砂糖、檸檬酸和L-抗壞血酸等配料。其比例為桃肉漿100公斤,27%糖液80公斤、檸檬酸0.45
公斤、L-抗壞血酸0.07-0.2公斤。
五、均質脫氣
均質是為了使果汁懸浮的果肉顆粒分裂成更小的微粒而均勻地分散于果汁中,增加果汁的穩定性,防止分層。均質的方法是將粗濾的果汁通過高壓均質機,使果汁中的果肉顆粒和膠體物質在高壓下通過直徑為0.002-0.003毫米的小孔而成為更細小的微粒。生產上
一般采用130-160公斤/平方厘米的均質機。
另外還可采用膠體磨進行均質。當果汁流經膠體磨間隙為0.05-0.075毫米的狹縫時,果汁中的果肉顆粒因受到強大的離心力作用而相互沖擊摩擦,從而達到均質的目的。
果實在榨汁時進入氧、氮和二氧化碳等氣體,其中,氮能引起維生素C和色素
等物質氧化,因此,必須進行脫氣。
六、殺菌裝罐
果汁加熱至95℃,維持1分鐘,立即趁熱裝罐。
七、密封冷卻
旋緊瓶蓋,將罐倒置一分鐘。密封后迅速分段冷卻至38℃左右,然后入庫貯存。質量合格的果茶成品呈粉紅色或黃褐色,允許帶暗紅色,液汁均勻混濁,長期靜置后有微粒沉淀,具有桃汁風味,無異味,可溶性固形物達10%-14%。
 食品機械設備網
食品機械設備網